
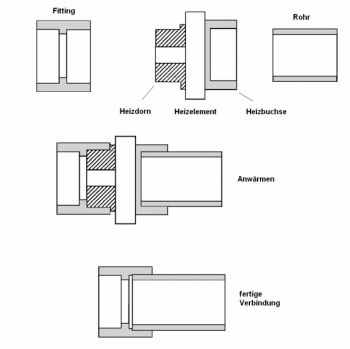
Das Prinzip beim
Heizelementmuffenschweißen
Jetzt Projekt anfragen
Nutzen Sie unsere Erfahrungen im Kunststoffschweißen. In einem ersten unverbindlichen, persönlichen Gespräch beraten wir Sie gern zu Ihren individuellen Problemstellungen. Nehmen Sie unter der Rufnummer +49 (0) 61 32 / 89 830-0 telefonisch Kontakt zu uns auf oder senden Sie uns eine Projektanfrage.